前 言
本标准依据GB/T 1.1—2009给出的规则进行起草。
请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别这些专利的责任。
本标准由浙江省浙江制造品牌建设促进会提出并归口。
本标准由温州市标准化科学研究院牵头组织制定。
本标准主要起草单位:浙江双屿实业有限公司。
本标准参与起草单位:温州市标准化科学研究院、温州市鹿城区市场监督局、丽水澄天环保科技有限公司、温州市氟塑设备制造厂、上海可利地安环保科技有限公司(排名不分先后)。
本标准主要起草人:林德生、郑锦兴、黄赢、王家骐、葛振岭、吴胡云、黄若佩、袁燕舞。
本标准由温州市标准化科学研究院负责解释。
耐蚀聚烯烃(PO)衬里管道与设备
1 范围
本标准规定了耐蚀聚烯烃(Polyolefine,以下简称PO)塑料衬里钢制管道与设备的术语和定义,分类及适用条件,技术要求,试验方法及检验规则和标志、包装、运输、贮存等要求。
本标准适用于公称压力PN -0.098 MPa~2.0 MPa,使用温度 -35 ℃~100 ℃,公称通径DN25 mm~DN8000 mm的PO滚塑衬里的钢制(以下简称C.S)管道与设备。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 150 钢制压力容器
GB/T 700 碳素结构钢
GB/T 1047 管道元件 DN(公称通径)的定义和选用
GB/T 1048 管道元件 PN(公称压力)的定义和选用
GB/T 1804 一般公差 未注公差的线性和角度尺寸的公差
GB/T 5117 碳钢焊条
GB/T 7122 高强度胶粘剂剥离强度的测定 浮辊法
GB/T 8163 输送流体用无缝钢管
GB/T 8923 涂装前钢材表面锈蚀等级和除锈等级
GB/T 9019 压力容器公称直径
GB/T 11115 聚乙烯(PE)树脂
GB/T 12670 聚丙烯(PP)树脂
GB/T 17219 生活饮用水输配水设备及防护材料的安全性评价标准
GB 50236—2011 现场设备、工业管道焊接工程施工及验收规范
GB 50316 工业金属管道设计规范
HG/T 4088 塑料衬里设备 通用技术条件
HG/T 4090 塑料衬里设备 电火花试验方法
HG/T 4091—2009 塑料衬里设备 耐温试验方法
HG/T 4092—2009 塑料衬里设备 热胀冷缩试验方法
HG/T 20592 钢制管法兰(PN系列)
HG/T 20678 衬里钢壳设计技术规定
JB/T 4711 压力容器涂敷与运输包装
JB/T 4735 钢制焊接常压容器
3 术语和定义
下列术语和定义适用于本文件。
3.1
管道 piping
由用以输送或控制流体流动的直管和管配件组成。其中,管配件包括弯头、三通、四通、异径管等元件。
3.2
设备 equipment
指塔、釜、容器等。
3.3
松衬 loose lining
指把内衬管等衬件不用任何器械直接插入钢管等壳体后,两端翻边而成的衬里方式。
3.4
紧衬 tight lining
指通过一定的工艺,用机械方法进行复合加工而成,衬里层与壳体基体间基本无空隙的衬里方式。
3.5
复合型紧衬 tight composite lining
指通过一定的工艺,使衬里层与壳体基体间完全紧密复合,且具有一定的机械剥离强度的衬里方式。
3.6
PO滚塑衬里 polyolefine rotational casting lining
以两种或两种以上聚烯烃类树脂等为主要原料,经合理配比,用多向回转热融技术,经多次加料一次性成型,制成的底层具有一定剥离强度的PO复合型紧衬。
4 分类及适用条件
4.1 分类
PO衬里产品按结构型式分为:管道与设备。
4.2 标记
标记如下:
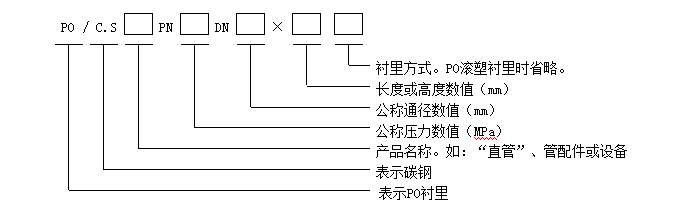
![]()
4.3 结构型式
“PO/C.S 直管 PN1.6 DN100×2000 ”的结构型式如图1所示。
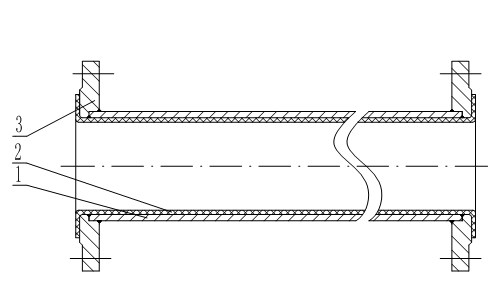
说明:
1—钢管;
2—PO内衬;
3—法兰;
图1 衬里直管结构型式
4.4 适用条件
4.4.1 PO/C.S衬里产品使用温度、压力范围
PO/C.S衬里产品使用温度、压力范围见表1。
表1 PO/C.S衬里产品使用温度、压力范围
|
品 种 |
使用温度范围 ℃ |
使用压力范围 MPa |
|
PO/C.S衬里管道与设备 |
-35~100 |
-0.098~2.0 |
4.4.2 PO/C.S衬里产品耐腐蚀性能
PO/C.S衬里产品耐腐蚀性能可参见附录A。
5 基本要求
5.1 设计研发
5.1.1 产品设计应采用计算机辅助软件,包含化工机械CAD设计与其它部件的配合设计,满足压力、装配等要求。
5.1.2 产品设计应满足压力容器、压力管道元件等国家特种设备管理规定。
5.1.3 壳体
5.1.3.1 公称通径DN≤300时,壳体采用无缝钢管。
5.1.3.2 壳体制造所有焊接必须在衬里施工前完成。
5.1.3.3 壳体厚度、焊接工艺及其技术要求应符合JB/T 4735、GB 150、GB 50316和HG/T 20678的规定。
5.1.3.4 待衬面应为平整光滑的曲面或平面,结构棱角处和角焊缝必须采用圆弧过渡,其圆角半径应不小于5 mm。
5.1.3.5 待衬面必须进行除锈处理,处理后的表面应符合GB/T 8923的St2或BFI级要求。
5.1.4 结构尺寸
5.1.4.1 管道的公称通径选取符合GB/T 1047的规定。
5.1.4.2 设备的公称通径选取符合GB/T 9019的规定。
5.1.4.3 连接法兰标准选取HG/T 20592板式平焊法兰,也可根据具体要求选择HG/T 20592系列中其它法兰类型、其它法兰标准(如GB、JB、SY、ANSI、JIS、DIN等)或特制。
5.1.4.4 选择直管长度L和塔节类设备筒体高度H:
a) L选择如下: 单位为毫米
25≤DN≤50时,L≤2000;
50<DN≤80时,L≤4000;
80<DN≤200时,L≤6000;
200<DN≤300时,L≤8000。
b) H选择如下: 单位为毫米
300<DN≤8000 时,H≤15000。
5.2 材料和零部件
5.2.1 PO材料以优质聚乙烯(PE)、聚丙烯(PP)等聚烯烃类树脂为主要原料,经合理配比混合而成。其性能指标应符合表2要求;聚乙烯(PE)树脂应符合GB/T 11115的规定;聚丙烯(PP)树脂应符合GB 12670的规定。主要原料聚乙烯应选用窄分子量分布的线性低密度聚乙烯材料。
表2 PO材料性能指标
|
项目 |
熔融温度(℃) |
拉伸强度(MPa) |
断裂伸长率(%) |
|
性能指标 |
180~220 |
10~18 |
300~500 |
5.2.2 壳体无缝钢管、法兰、钢板材料为20、Q235或性能相当的材料。其中,无缝钢管应符合GB/T 8163的规定;法兰应符合HG/T 20592的规定;Q235应符合GB/T 700的规定。
5.2.3 焊接材料的选用及其要求应分别符合GB 50236—2011中附录D和GB 5117的规定。
5.3 工艺装备
5.3.1 关键工艺PO滚塑衬里应配套有相当的滚塑机构或机器,按设定程序加工。
5.3.2 应配有关键零部件批量加工、装配和测试工装。
5.4 检验检测
5.4.1 应配备经第三方检定并在有效期内的电火花检测仪、测厚仪、压力试验机等检验设备。
5.4.2 应开展智能化要求、性能要求、电气安全性能、安全卫生要求等关键项目的检验检测。
6 技术要求
6.1 外观质量
内衬PO表面及翻边口应光滑平整,无龟裂、分层、杂质等缺陷。
6.2 结构尺寸允许偏差
6.2.1 直管、管配件主要结构尺寸允许偏差见表3和图2。
表3 直管、管配件主要尺寸允许偏差 单位为毫米
|
公称通径 |
直管管件端面Q |
直管总长L |
管件A |
管件垂直度P |
异径管总长L |
||
|
<2000 |
2000~4000 |
>4000 |
|||||
|
DN25~150 |
±1 |
±3 |
±5 |
±8 |
±1 |
±2 |
±2 |
|
DN200~400 |
±2 |
±3 |
±5 |
±8 |
±1.5 |
±3 |
±3 |
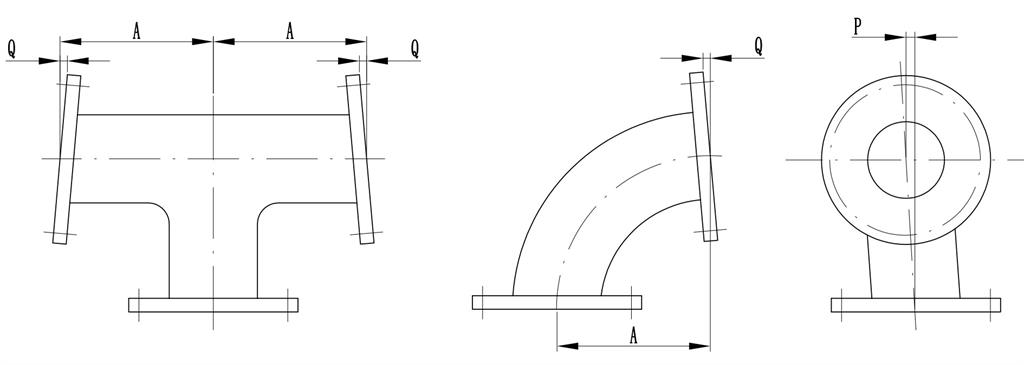
图2 直管、管配件允许偏差示意图
6.2.2 管道与设备其它未注公差的线性和角度尺寸的允许偏差应符合GB/T 1804中有关极限偏差的规定。其中,切削加工的尺寸执行公差等级为GB/T 1804中c级;冷作等其它加工的尺寸执行公差等级为GB/T 1804中v级。
6.2.3 PO内衬厚度
6.2.3.1 PO内衬厚度按表4的规定执行。其中,设备类的PO内衬最小壁厚应符合HG/T 4088的规定。
表4 PO内衬厚度 单位为毫米
|
衬里类型 |
公称通径 |
||||||
|
≤50 |
65~80 |
100~125 |
150~250 |
300~500 |
550~1000 |
>1000 |
|
|
PO/C.S |
2.5~3.0 |
3.0~3.5 |
3.5~4.0 |
4.0~4.5 |
4.5~5.0 |
5.0~6.0 |
6.0~7.0 |
6.2.3.2 PO内衬层厚度应均匀,最薄处不得低于给定厚度的90%,最厚处不得高于给定厚度的10%。
6.3 PO内衬微孔探测
PO内衬须进行电火花检测合格。
6.4 耐压性能
针对PO衬里产品的使用条件,应单独或同时采取正压试验和负压试验。公称压力和试验压力应符合GB 1048的规定。
6.5 耐温性能
设备的高温和低温达到HG/T 4091—2009表1中规定的数值后,PO内衬应无变形、开裂等现象。
6.6 耐温变性能
设备的冷热交替温度和循环次数达到HG/T 4092—2009表1中规定的数值后,PO内衬应无变形、开裂等现象。
6.7 复合性能
PO内衬与壳体的复合性能应达到表5的指标。
表5 PO内衬复合指标
|
项 目 |
PO内衬复合指标 |
|
剥离强度(N/cm-50 mm/min) |
≥65 |
|
00001注:表中单位表示以剥离速度(50 mm/min)剥离单位宽度(cm)样品所用的力(N)。 |
|
6.8 卫生质量
产品若应用于涉及饮用水卫生安全场所,其PO内衬卫生质量应符合GB/T 17219的规定。
7 试验方法
7.1 外观
用肉眼观察,符合6.1的规定。
7.2 尺寸测量
用合格的计量器具测量长度和厚度等,应符合6.2的要求。
7.3 电火花检测
电火花检测按HG/T 4090的规定进行。
7.4 压力试验
7.4.1 壳体试验
液体试验,试验压力为1.5倍设计压力,在达到保压时间后,壳体(衬里前)不应发生渗漏或引起结构损伤。保压时间管道不小于5 min,设备不小于30 min。
7.4.2 密封试验
液体试验,试验压力为1.1倍设计压力,试验压力在保压和检测期间应保持不变,无可见滴漏。保压时间管道不小于 5 min,设备不小于 30 min。
7.4.3 负压试验
按设计规定的真空度进行抽真空试验,应保持 1 h。试验期间不应有明显形变或凹陷。试验后衬里层不应有起泡、脱层、吸扁等现象,并重复进行电火花检测。
7.5 耐温试验
耐温试验按HG/T 4091的规定进行。
7.6 热胀冷缩试验
热胀冷缩试验按HG/T 4092的规定进行。
7.7 剥离强度测定
剥离强度测定方法按GB/T 7122的规定进行,应符合5.5.5的要求。
7.8 卫生质量评定
卫生质量评定按GB/T 17219的规定进行。
8 检验规则
8.1 出厂检验
8.1.1 产品100%按6.1~6.3条的要求检测,合格后方可出厂。
8.1.2 批量生产的产品,6.4条的检验可采取组批的方法检验;若无负压要求的产品,6.4.3条检验可省略;若属压力容器,每台均应进行6.4条的要求检验,应符合GB 150的规定。
8.1.3 组批
8.1.3.1 正常生产的直管与管件以200根(只)为一批;设备以50件为一批,若此种产品数量少,则以三个月产量为一批。
8.1.3.2 样品数为3只,应全部符合6.4条压力试验要求,否则该批产品应逐件检验。
8.2 型式检验
8.2.1 有下列情况之一,进行型式检验:
a) 新产品的试制定型鉴定;
c) 正式生产时,如结构、材料工艺有较大改变,可能影响产品性能时;
d) 正常生产时,每两年进行一次型式检验;
e) 长期停产后,又恢复生产时;
f) 国家质量监督机构提出型式检验的要求时。
8.2.2 型式检验的样品,应在出厂检验项目已合格的产品中随机抽取,样品数为3只;型式检验的项目为第6章除6.8条外的所有项目。
9 标志、包装、运输、贮存
9.1 标志
产品上应有明显标志:产品名称、公称通径(DN)、公称压力(PN)和企业商标等。
9.2 包装
应符合JB/T 4711的规定,并且对衬里管道与设备的接管、法兰面加以保护,以免损伤。
9.3 运输
产品在运输中不得受剧烈碰撞、抛摔、曝晒。
9.4 贮存
产品应妥善保管,平直贮存在干净的室内;堆放场地应平整,堆放高度不得超过2米,堆放处应离热源1米以外;法兰翻边面保护材料在未安装时不得取下、破损或脱落。
10 质量承诺
10.1 自产品出厂之日起 12个月内,在客户正常的保养、使用条件下,因产品的质量问题而不能正常使用时,提供免费更换或维修服务。
10.2 因产品无法正常使用时,制造商应根据客户需求组织或协助解决,8 小时内做出响应,48 小时提供解决方案。
附 录 A
(资料性附录)
PO/C.S衬里产品耐腐蚀性能表
表A.1 PO/C.S衬里产品耐腐蚀性能表
|
介 质 |
耐腐蚀性能(PO/C.S) |
||
|
25℃ |
65℃ |
100℃ |
|
|
非氧化性酸(20%H2SO4) |
A |
A |
A |
|
氧化性酸(70%HNO3) |
B |
B |
C |
|
盐的水溶液(NaC1) |
A |
A |
A |
|
碱的水溶液(NaOH) |
A |
A |
A |
|
极性溶剂(C2H5OH) |
A |
B |
C |
|
非极性溶剂(C6H6) |
C |
C |
C |
|
醋酸(50%) |
A |
B |
C |
|
盐 酸 |
A |
A |
A |
|
氢氟酸 |
A |
A |
A |
|
硫化氢 |
A |
A |
A |
|
硝 酸(30%) |
A |
A |
B |
|
草 酸 |
A |
A |
A |
|
高氯酸 |
A |
B |
C |
|
磷 酸 |
A |
A |
A |
|
硫 酸(50%) |
A |
A |
A |
|
硫 酸(70%) |
A |
A |
B |
|
硫 酸(100%) |
C |
C |
C |
|
氢氧化钡 |
A |
A |
A |
|
氢氧化钾 |
A |
A |
A |
|
氨 |
A |
A |
A |
|
苯甲酸 |
A |
B |
B |
|
铬 酸 |
A |
B |
C |
|
氟硅酸 |
A |
A |
B |
|
氢溴酸 |
A |
B |
B |
|
氟里昂 |
A |
B |
C |
|
氯酸钠 |
A |
A |
A |
|
钾 盐 |
A |
A |
A |
|
钠 盐 |
A |
A |
A |
|
锑 盐 |
A |
A |
A |
|
砷 盐 |
A |
A |
A |
|
钡 盐 |
A |
A |
A |
|
铝 盐 |
A |
A |
A |
|
锌 盐 |
A |
A |
A |
|
漂白次氯酸钠 |
A |
B |
B |
表A.1 PO/C.S衬里产品耐腐蚀性能(续)
|
介 质 |
耐腐蚀性能(PO/C.S) |
||
|
25℃ |
65℃ |
100℃ |
|
|
洗涤剂(一般) |
A |
A |
A |
|
二甲基甲酰胺 |
A |
A |
B |
|
明矾(水溶液) |
A |
A |
A |
|
丙 酮 |
C |
C |
C |
|
甲 醇 |
A |
A |
B |
|
高锰酸钾 |
A |
B |
B |
|
二氧化硫 |
A |
A |
A |
|
00002注:表中符号A表示优良,腐蚀轻或无;B表示可用,但有明显腐蚀;C表示不适用,腐蚀严重。 |
|||












